Maintenance Recommendations
每2,000运转小时检查齿板磨损。当磨损超过原始齿高的50%时更换。定期旋转破碎板使磨损均匀。监控筛分圆筒筛孔——当孔径扩大超过15%时需更换,以保证产品粒度精度。ASTM A128 Grade B-2齿板的加工硬化层应予以保留——切勿打磨或机加工磨损面。保持滚筒转速在规定范围内(8–14 rpm),优化翻滚效果并减少齿板断裂。






| 型号 | 耐磨件 |
|---|---|
| 设备类型 | Rotary Breaker / Sizing Crusher |
| 滚筒直径 | 2,100–3,660 mm (7–12 ft) |
| 滚筒长度 | 3,050–7,320 mm (10–24 ft) |
| 处理能力 | Up to 2,000 tph |
| 给料粒度(原煤) | Up to 600 mm |
| 产品粒度 | Adjustable via screen opening (typically 50–150 mm) |
| 转速 | 8–14 rpm (varies by diameter) |
| 驱动功率 | 75–450 kW (100–600 HP) |
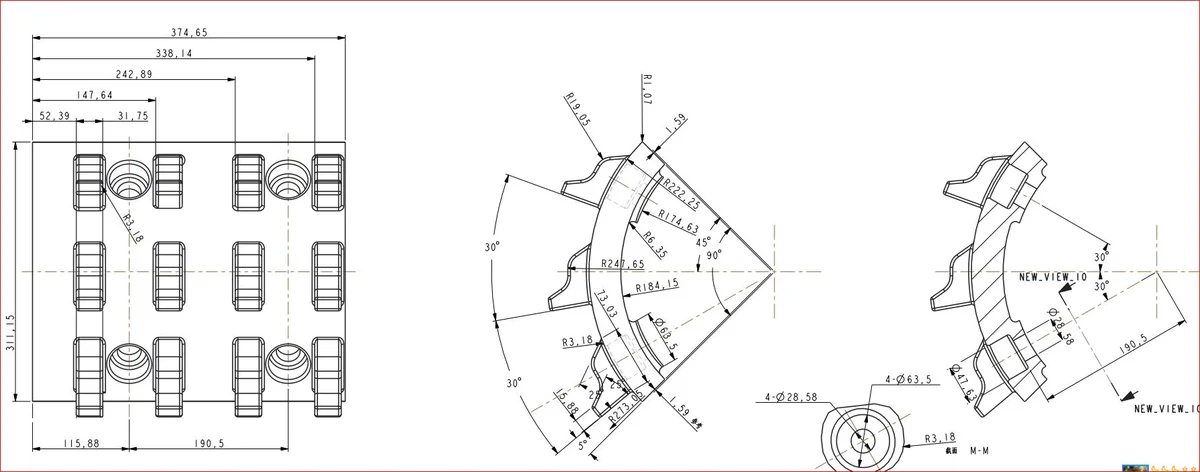
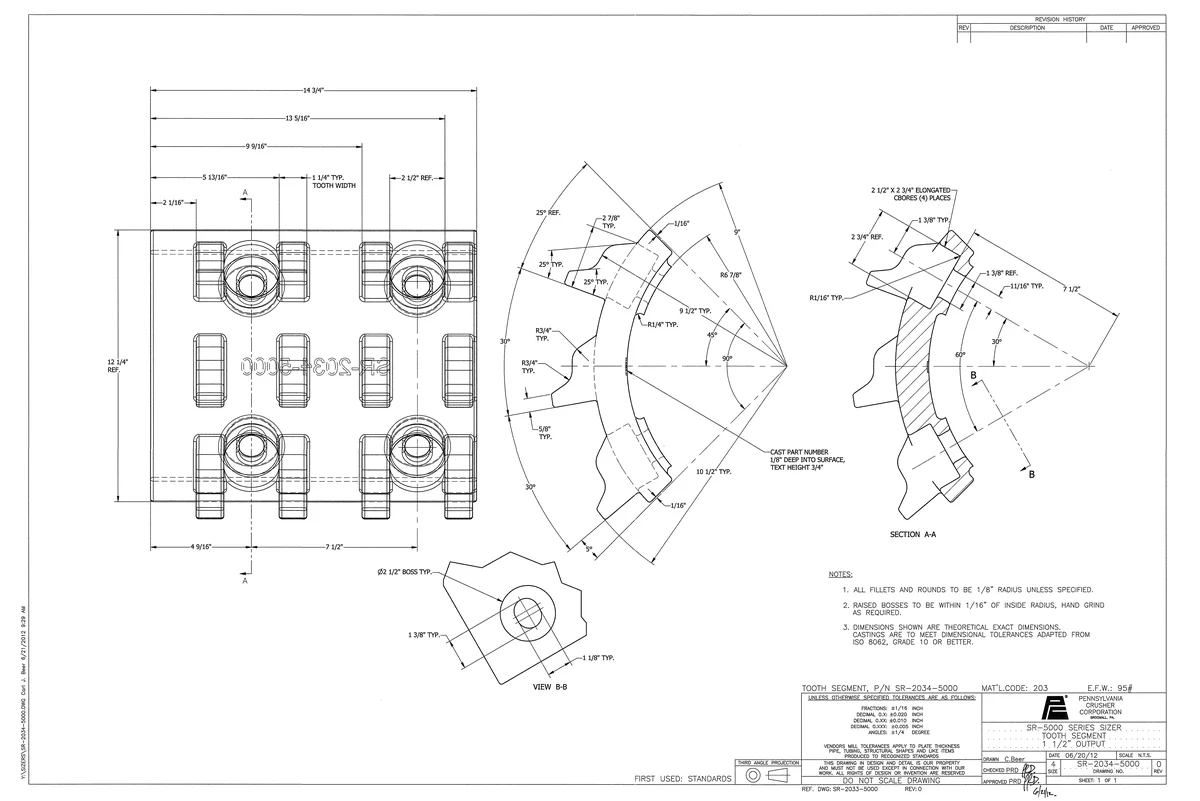
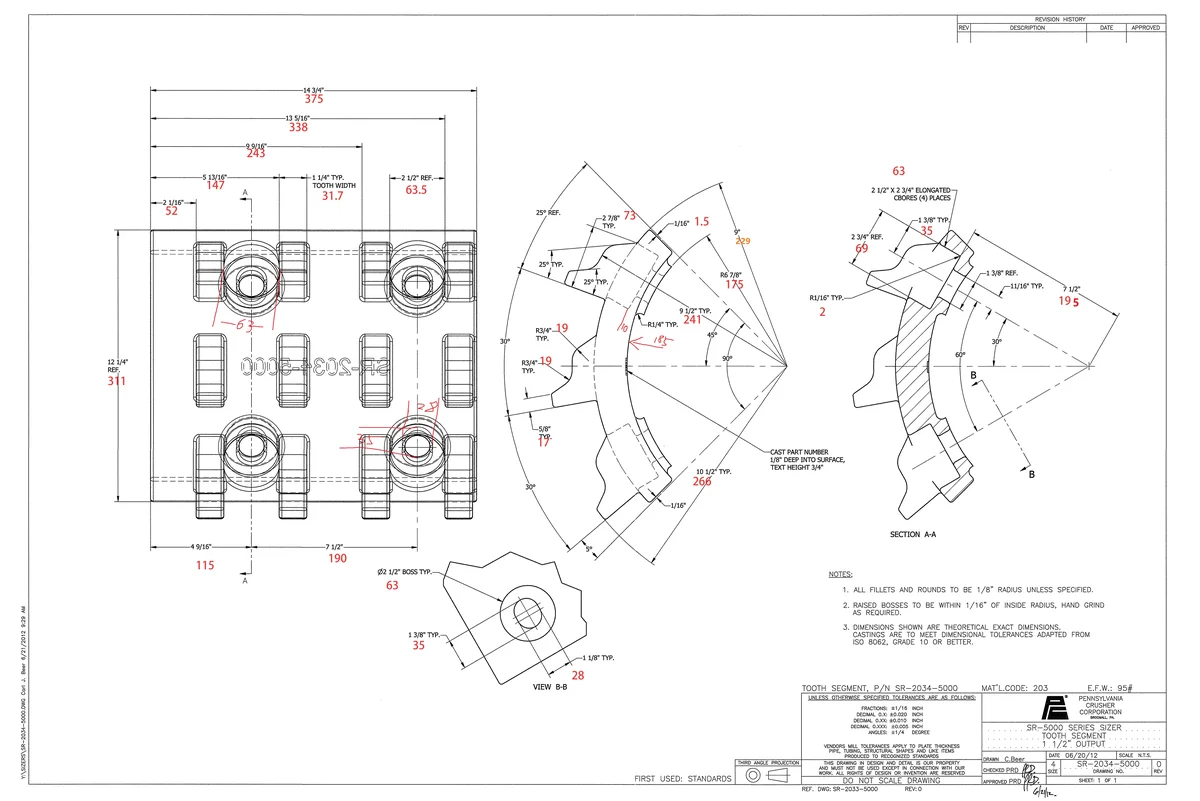
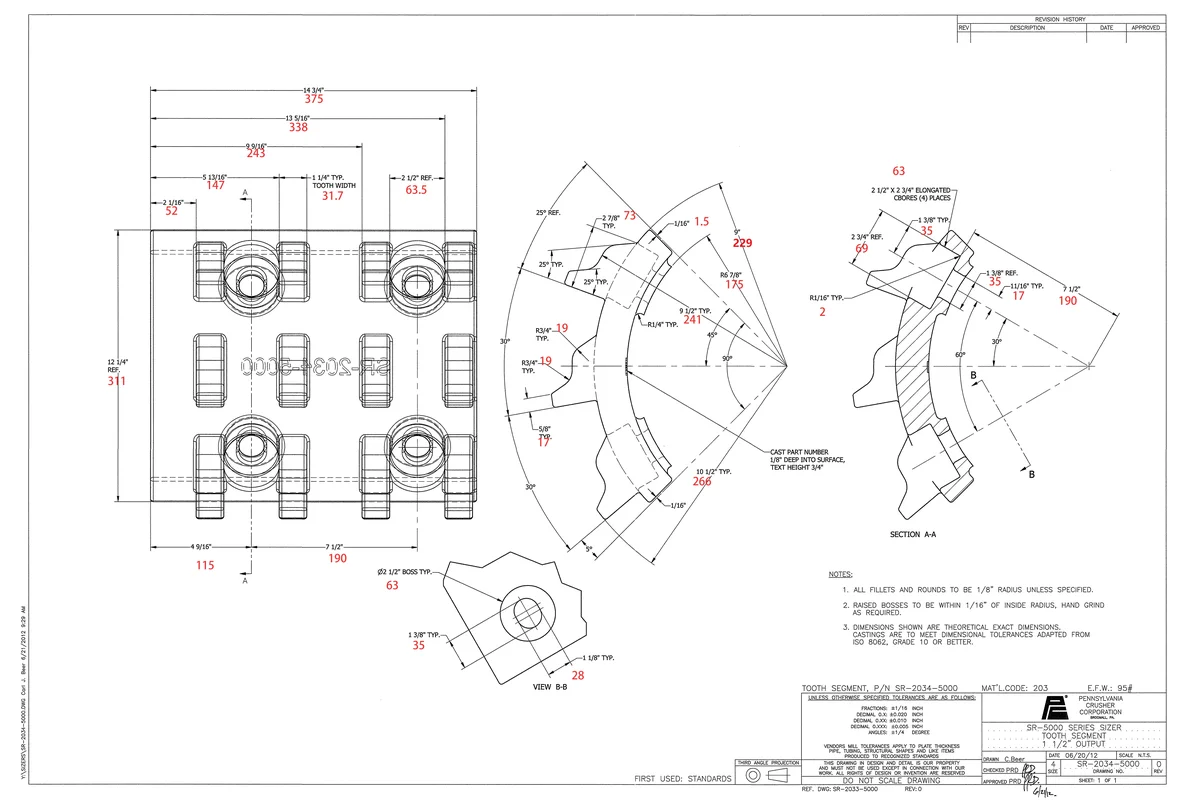
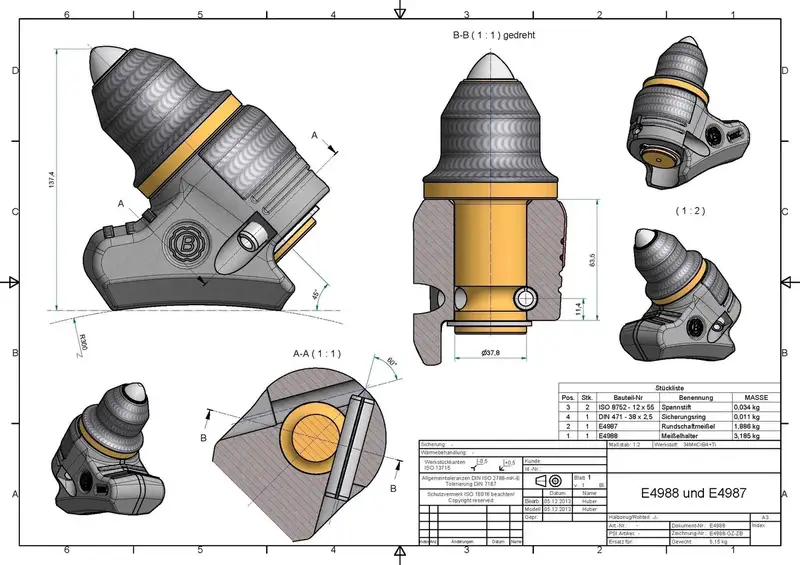
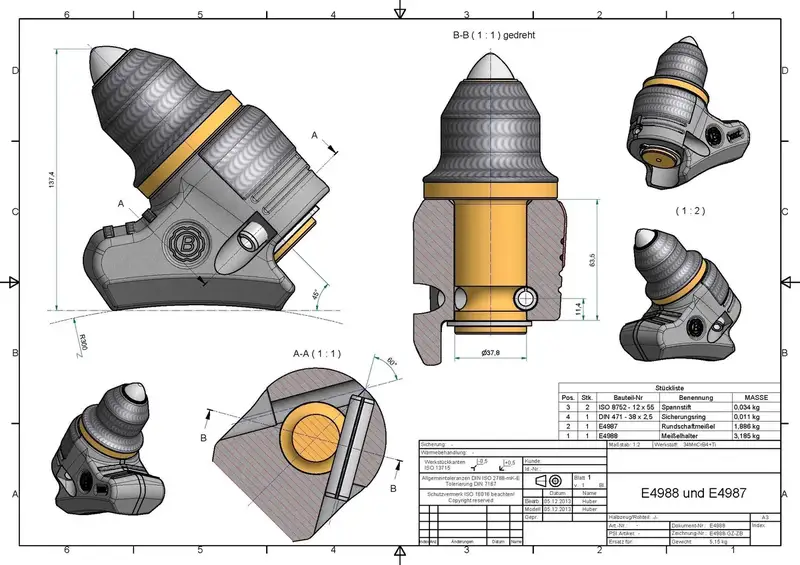
| 核心耐磨件 | Tooth Pick (Breaker Tooth) |
| 齿板材料(方案1) | ZG30CrMnMo — HRC 45–55, AKV 10–15J |
| 齿板材料(方案2) | ASTM A128 Gr.B-2 — HB 185–210 (work-hardens to 500+) |
齿板两种成熟材料方案:(1)ZG30CrMnMo低合金铬锰钼铸钢——硬度HRC 45–55,冲击韧性AKV 10–15J,化学成分C 0.26–0.34%、Si 0.40–0.80%、Mn 0.90–1.30%、Cr 0.90–1.30%、Mo 0.15–0.25%。适合中等冲击的CFB锅炉煤制备工况。(2)ASTM A128 Grade B-2哈德菲尔德高锰钢——初始硬度HB 185–210,冲击加工硬化至HB 500+;抗拉强度80–120 KSI,屈服50–57 KSI;成分C 1.05–1.20%、Mn 11.5–14.0%。是处理大块原煤含硬矸石的高冲击工况的终极选择。另供Mn13/Mn18破碎板、铬钼合金钢筛分圆筒段。
2.1m–3.66m diameter
齿板、破碎板、筛分圆筒、提升条
旋转滚筒上的可更换齿段;通过提升物料落至筛板破碎煤炭;冲击+剪切复合磨损机制
| Grade | C | Si | Mn | Cr | Mo | Ni |
|---|---|---|---|---|---|---|
| ZG30CrMnMo | 0.26-0.34 | 0.40-0.80 | 0.90-1.30 | 0.90-1.30 | 0.15-0.25 | — |
硬度与韧性的优异平衡;专为分级机齿板的冲击+剪切复合载荷优化
| Grade | C | Si | Mn | Cr | Mo | Ni |
|---|---|---|---|---|---|---|
| Mn13Cr2 | 1.05-1.20 | ≤1.0 | 11.5-14.0 | 1.5-2.5 | — | — |
优异的加工硬化能力;在冲击载荷下表面硬度持续提升,适用于中高冲击破碎工况
| Grade | C | Si | Mn | Cr |
|---|---|---|---|---|
| ASTM A128 Grade B-2 | 1.05-1.20 | ≤1.0 | 11.5-14.0 | ≤0.5 |
适用于煤炭和中冲击工况;反复冲击下加工硬化延长使用寿命
Bradford分级破筛分板;可更换冲孔板控制产品粒度
| Grade | C | Si | Mn | Cr |
|---|---|---|---|---|
| Mn13Cr2 | 1.05-1.35 | ≤1.0 | 11.0-14.0 | 1.5-2.5 |
标准加工硬化钢;中等冲击工况的经济选择
| Grade | C | Si | Mn | Cr |
|---|---|---|---|---|
| Mn18Cr2 | 1.05-1.35 | ≤1.0 | 16.0-19.0 | 1.5-2.5 |
更深的加工硬化层;高压缩工况下比Mn13寿命长20-30%
每2,000运转小时检查齿板磨损。当磨损超过原始齿高的50%时更换。定期旋转破碎板使磨损均匀。监控筛分圆筒筛孔——当孔径扩大超过15%时需更换,以保证产品粒度精度。ASTM A128 Grade B-2齿板的加工硬化层应予以保留——切勿打磨或机加工磨损面。保持滚筒转速在规定范围内(8–14 rpm),优化翻滚效果并减少齿板断裂。